
 日本語
日本語 中文
中文 Deutsch
Deutsch Español
EspañolOmron Corporation
Inspection Equipment and IPC Supporting Global Manufacturing Quality Management

Achieved the world’s top market share through innovation in inspection technology and adoption of global standards!
OMRON Corporation has more than 30 years of accumulated technology and experience in the field of solder joint inspection equipment with sensing and control technology at its core, and has a high market share in Japan and worldwide, including in the automotive and electronics industries. The company was one of the first Japanese manufacturers to adopt IPC as the basis for equipment development and requirement definition. The latest inspection equipment runs programs that incorporate IPC’s quality standards, providing an inspection environment that conforms to global industry standards.
| Company Name | OMRON CORPORATION |
|---|---|
| Founded | Founded 1933, Established 1948 |
| Gross Sales | 860 billion yen(FY2017) |
| Number of employees | 36,193(As of March 2018) |
| Business | Semiconductor and component test system business, mechatronics-related business, services, etc. |
To learn more, click here to download the PDF file.
Improvements and innovations in inspection principles and software were behind the high-precision inspection system.

Please tell us about your solder joint inspection equipment, SJI.
SJI stands for Solder Joint-Inspection, and refers to solder joint inspection, which we have been working on automating for more than 30 years. SJI is used in a wide range of products from high quality to high productivity, such as automotive in-vehicle parts, digital home appliances, and industrial equipment, and is in operation at plants around the world with mounting lines, including Japan, Europe, the United States, and Asian countries, from high-mix low-volume production to low-mix mass production.
This has become especially important in recent years. Automobiles, for example, have seen an increase in the number of electronic boards and components used in vehicles, including ECUs. We have built in a series of improvements and innovations in inspection principles and software to enable robust sensing of solder joint conditions.

For more information, click here (OMRON Web)
How do you incorporate IPC into SJI?
Electronic components are mounted on printed circuit boards by placing them on areas where electrical connections are made, called lands, and joining them with solder to secure and energize them. OMRON’s SJI requirements are based on IPC quality standards, and we provide users with an IPC-compliant inspection environment through our inspection equipment.
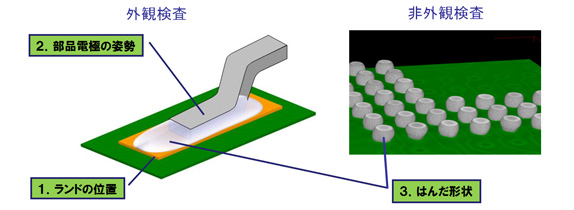
There are three important factors when sensing the state of a solder joint.
1. Pad location, 2. component electrode orientation, 3. solder shape (Figure 1).
In IPC, IEC, JIS, and other standards, as well as in-house standards and soldering quality tolerance standards set by each company, the posture of the component electrode is defined relative to the land position, and solder bonding properties such as wetting height are described in consideration of the solder shape relative to the land and component electrode. This concept is basically the same everywhere in the world. In the actual inspection process, visual inspectors look at these three points and make inspections and judgments. It is the same with automatic inspection equipment. The only difference is whether it is viewed with the human eye or with an optical system, and the inspection standards remain basically the same.

Why did you choose IPC among the many standards?
The IPC is an industry organization that brings together users from around the world who are actually involved in the manufacture and mounting of electronics. We use IPC as a base for requirement definition because the expressions and conditions of IPC are close to those of other standards such as IEC and JIS. We have also received requests for IPC compliance from overseas in-vehicle manufacturers and domestic customers who have introduced quality sector standards for automobiles.
My first encounter with IPC was in the early 1990s. It first came up when discussing quality acceptance criteria for soldering with an overseas customer. After learning that many overseas companies had adopted the IPC as a quality standard as an industry standard, we began to develop SJI with reference to the IPC.

What were some of the difficulties in implementing IPC?
SJI, which was first commercialized in 1987, used color highlighting technology to identify the angular information of solder by color, and then estimated the shape of the solder and made an image of it for inspection. At that time, many technical challenges had to be solved in order to incorporate IPC into that process. For example, in order to perform inspections that conformed to the expressions and standards described in the IPC, it was necessary to be able to determine the solder shape in three dimensions.
However, the color highlighting technology at that time could not quantitatively capture the shape of free-form solder on a mirror surface because of two problems: 1) the orientation and normal of the solder could not be identified, and 2) errors accumulated when angle information was converted to height and integrated, resulting in errors in the final angle.
To identify the orientation (normal) of the solder, we created a simulator of the solder shape and analyzed how it appeared in the color highlight image for various shapes. By following this process in reverse, we developed a technology to recover the solder shape in 3D by gathering and programming knowledge of how it appears in the color highlight image and the solder shape.
The problem of the final angle error due to the accumulation of errors was solved by using phase shift. Where height can be measured with phase shift, the final error can now be minimized by partially offsetting. However, 3Dizing the phase alone was difficult when the phase was highly specular or when there was a lot of noise near the electrode, and it was very difficult to extract and identify from the phase information where the reliable height was.
The development of “Hybrid-3D inspection technology,” a 3D inspection technology for external appearance that combines these technologies, was on track to be launched in the late 2000s as a solder joint inspection system employing IPC.

For more information, click here (Omron Web)
What other difficulties did you encounter?
The miniaturization and high-density mounting of electronic components has led to an increase in BGAs and other BTCs (bottom surface electrode components), creating areas that cannot be seen by visual inspection. This is where the development of “3D-CT” high-speed inspection technology and the development of CT inspection capability came into play. Now we have combined these inspection facilities to realize in-line non-destructive full 3D-SJI. SJI. I believe this was possible because we design and manufacture various electronics products including automotive parts and have our own production lines.
How do you feel about the effectiveness of the IPC?
It has become easier to make proposals to companies that have adopted IPC as a quality standard, especially those that work with foreign customers in the automotive industry. Also, communication with customers who are aware of IPC has become smoother. SJI, which has been done with inspection equipment until now, can now be presented as objective data with IPC, and this has had a positive effect, such as facilitating communication for quality improvement.
In the past, to properly implement SJI, it was necessary to refer to the quality standards of each country, industry, and company, and then translate them into image processing parameter settings. By using the IPC international standard as a base, we were able to standardize image processing settings. The expression of defective items in the quality acceptance criteria was also changed from the company’s own expression or the dialect of the inspection equipment manufacturer to the IPC expression.

Previously, it had been difficult for the inspection specialist, who is an engineer in charge of preventing outflow of defects, and the mounting engineer, who is a specialist in preventing the occurrence of defects, to share quality problems, but this problem has also been resolved.
A common yardstick that can be understood by people and facilities, facilities and facilities, and people and people, is very important and accelerates autonomous and continuous quality improvement activities and the speed of organizational decision making. I think it was a good idea to use IPC as a common yardstick.
To learn more, click here to download the PDF file.