 Kolben
Kolben Laser
Laser Ultraschall
Ultraschall Zu Produkten
Zu Produkten  Zur Löt-Akademie
Zur Löt-Akademie Für Weißbücher
Für Weißbücher  Heimat-Standorte
Heimat-Standorte Löt-Labore
Löt-Labore Weltweites
Weltweites 
Lernen Sie die Grundlagen und die Prinzipien des Lötens kennen
-Kolbenlöten-
– Das ausgereifteste Lötverfahren mit jahrhundertealter Tradition –
Unter allen Arten von Lötmethoden ist die Lötspitzentechnik sowohl diejenige mit der längsten Geschichte als auch die am besten etablierte. Sie wurde zumeist von Hand durch Fachkräfte angewendet, allerdings hat die Automatisierung und Rationalisierung dieses Verfahrens mithilfe von Robotern in den zurückliegenden Jahren enorme Fortschritte gemacht.
– Geschichte des Kolbenlötens seit dem 19. Jahrhundert –
Das Löten hat eine 6000-jährige Geschichte, und das Kolbenlöten gab es bereits in den 1860er Jahren. Dabei war das Löten mit Flammen zu dieser Zeit die meistverwendete Technik. In den 1920er Jahren wurden sie durch elektrische Kolben ersetzt, etwa um die Zeit, in der auch das Radio aufkam. Die heute verwendeten, gewöhnlichen Lötkolben Temperaturregelung wurden zuerst in den 1960er Jahren genutzt, im Zuge der Erfindung von gedruckten Leiterplatten und der Transistortechnik. Schon bald wurde die Hitzeempfindlichkeit von Transistoren offenkundig, und damit zugleich die Wichtigkeit einer Regulierung der Lötspitzen-Temperatur.
-
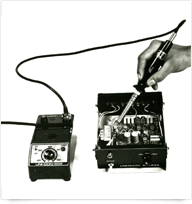
Die erste Lötstation mit regelbarer
Temperatur von Japan Unix -
Mit manuellem Lotzufuhr-Mechanismus
– Grundprinzipien des Lötens –
Der Verbindungsprozess des Lötens beginnt damit, dass mit einem Flussmittel die Oxidschicht des Trägers entfernt wird. Die Verbindung wird anschließend durch Benetzen, Schmelzen und Verteilen an der Schnittstelle von Lot und Träger geformt. Das geschmolzene Lot dehnt sich auf die metallische Kontaktfläche aus, von der zuvor die Oxidschicht entfernt wurde, und das Trägermetall verschmilzt mit dem Lotmaterial.
[Schmelzen]: Beim Verschmelzen metallischer Stoffe wird durch den wechselseitigen Austausch von Atomen von Lot und Trägermetall eine Metall-Legierung gebildet.
[Verteilen]: Eine Lötverbindung wird durch Schmelzen und Verteilen erzielt, jedoch muss bei Metallen zugleich auf eventuelle spezifische Reaktionsphänomene geachtet werden, die die Lötqualität verringern könnten.
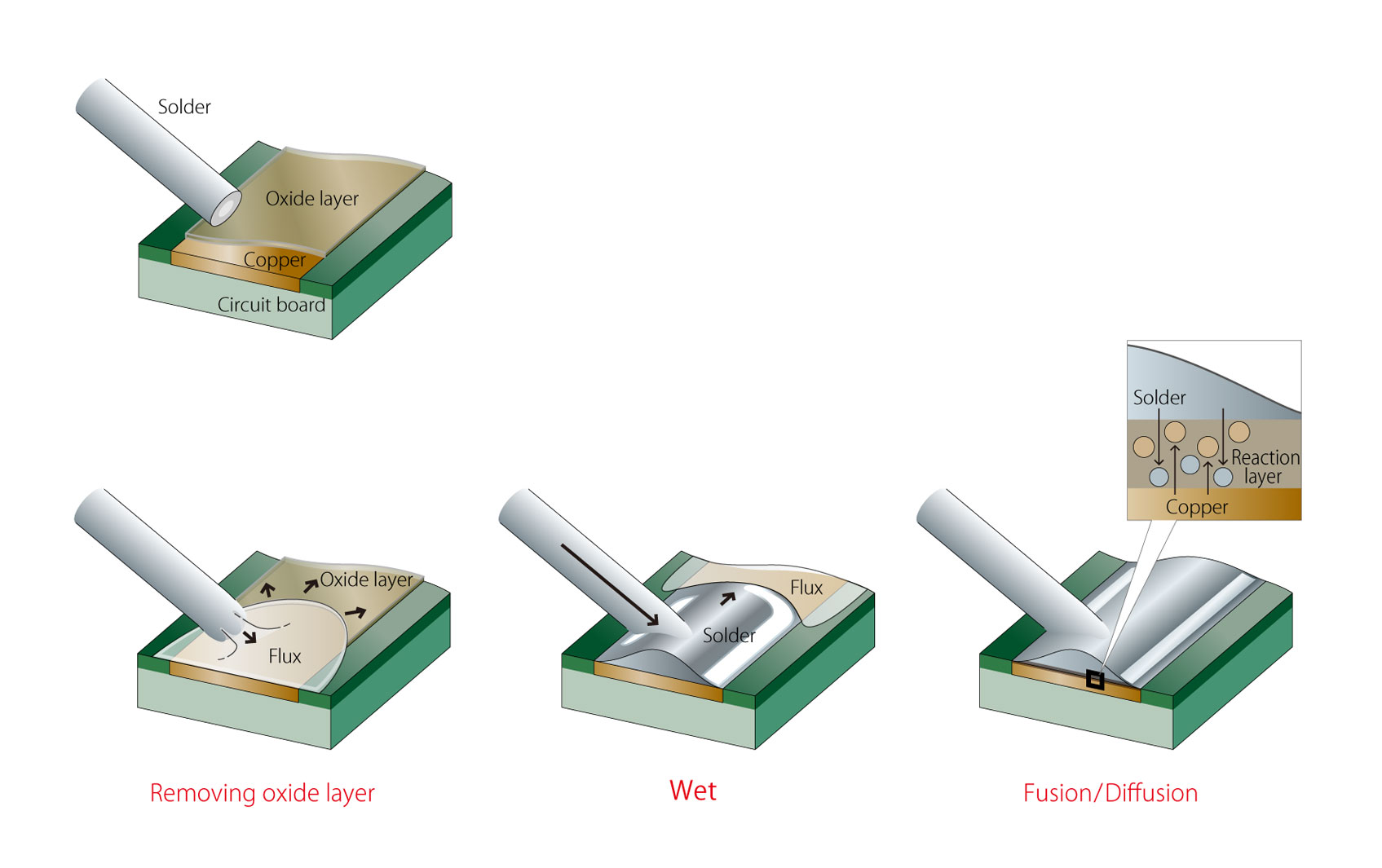
Der Schmelz- und Verteilprozess resultiert in einer intermetallischen Bindung im Lot. Jedoch muss der Benutzer sorgfältig auf spezifische Reaktionsphänomene achten, die die Lötqualität verringern können, und sie vermeiden. Eine ungeeignete Temperatur beim Löten eines Bauteils auf eine Leiterplatte kann eine Verdickung der Legierung bewirken, durch die die Lötverbindung letztlich geschwächt wird.
-
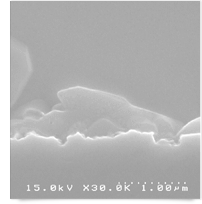
Zustand der Verbindung, 30.000fach
(geeignete Löttemperatur) -
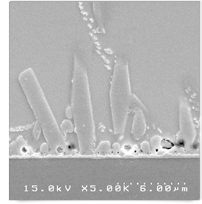
Lötschicht mit hypertrophen Nadeln, 5.000fach
(zu hohe Löttemperatur)
※ Zinn, als Hauptbestandteil des Lotes, weist eine deutliche Tendenz zur Lösung anderer Metalle, mit denen es in Berührung kommt, auf. Bleifreie Lote mit hohem Zinnanteil neigen zum Auflösen; auch korrodieren Trägermetalle und Kupfer, wenn eine Leiterplatte beim Wellenlöten getränkt wird, und fließen in das Lot. In beiden Fällen steigt schnell der Grad an Verunreinigung.
★Besondere Merkmale
- 1. Ermöglicht hochwertiges Löten hinsichtlich Festigkeit und Beständigkeit.
- 2. Das verwendete Lot ist immer zu 100% neu.
- 3. Geringe Hitzeschädigung, deshalb zum Löten von empfindlichen elektronischen Bauteilen geeignet.
- 4 . Die Ausstattung ist kompakt und kostengünstig, sowie einfach in Betrieb zu nehmen.
– Verbindungs-Festigkeit und Beständigkeit. Kolbenlöten für beste Qualität –
Größter Vorteil des Kolbenlötens ist es, dass es die höchste Lötqualität ermöglicht. Zwei Faktoren bestimmen die Wertigkeit des Lötens: Verbindungs-Festigkeit und Beständigkeit. Neues und frisches Lot wird beim Kolbenlöten kontinuierlich zugeführt. Beim Wellenlöten dagegen schmelzen Trägermetalle in das flüssige Lot und verändern seine Eigenschaften. Das Einfließen von Verunreinigungen wird als Hauptgrund für reduzierte Verbindungs-Festigkeit angesehen.
– Hitzeschäden an den Bauteilen werden durch sofortige Wärmeübertragung auf das absolute Minimum beschränkt –
Beim Kolbenlöten ist das Bauteil der Hitze nur für kurze Zeit ausgesetzt, normalerweise unter zwei Sekunden. Elektronische Bauteile werden wegen der geringen Wärmeübertragung beim Verlöten nicht in ihrer Leistungsfähigkeit beeinträchtigt. Die Kontaktfläche ist, anders als beim Wellenlöten, bei dem die gesamte Baugruppe erwärmt wird, nur 1–5 mm groß. Die übertragene Wärmemenge ist äußerst gering und es kommt zu keiner Hitzeschädigung
-
 0:17
0:17
Automatischer Lötroboter Highspeed-Punktlöten
Einfaches Punktlöten. Schnelles und verlässliches Verlöten durch einen speziellen Roboter.
-
 1:09
1:09
Automatischer Lötroboter Hochgeschwindigkeits-Kamera
Ansicht des Kolbenlötens mittels Hochgeschwindigkeits-Kamera. Das grundlegende Lötprinzip wird ersichtlich.
– Traditionelles Verfahren für Beständigkeit und Stabilität –
Unter allen Lötverfahren hat das Kolbenlöten die längste Geschichte, und es ist das Verfahren mit der am besten bewährten Festigkeit und Beständigkeit. Mit dem Kolbenlöten können nicht alle neueren Arbeiten ausgeführt werden, die aus jüngsten technologische Entwicklungen resultieren. Um diese neuartigen Anforderungen zu bewältigen müssen eigene Löttechniken entwickelt werden, die Theorie des Lötens muss vollständig verstanden sein und die spezifischen Besonderheiten der neuen Technologien müssen in geeigneter Weise nutzbar gemacht werden.
– Andere Verfahren entdecken –
-

Laserlöten
-

Ultraschall-Löten
Personen, die diese Seite besuchten, interessierten auch die folgenden Seiten.

Lötroboter-Management-Software

Orthogonales Roboter-Lötsystem

Löt-Labore

Module

DF Baureihe

Inline-Lötroboter

Fallstudie

Automation





































