 Kolben
Kolben Laser
Laser Ultraschall
Ultraschall Zu Produkten
Zu Produkten  Zur Löt-Akademie
Zur Löt-Akademie Für Weißbücher
Für Weißbücher  Heimat-Standorte
Heimat-Standorte Löt-Labore
Löt-Labore Weltweites
Weltweites 
Ein fortschrittliches Lötverfahren der nächsten Generation
– Das Laserlöten –
– Das neueste Lötverfahren erweckt inzwischen weltweite Aufmerksamkeit –
Als neues Verfahren gewinnt das Laserlöten zunehmend an Beachtung. Jedoch unterscheidet es sich hinsichtlich der Wärmezufuhr und anderen Aspekten vom Kolbenlöten, weswegen letzteres nicht ohne weiteres zu ersetzen ist.Sorgfalt ist nötig, denn die Vorteile des Lasers könnten verloren gehen, wenn er nicht sachgemäß und in Kenntnis der Besonderheiten dieses Verfahrens eingesetzt wird.
– Worin unterscheiden sich die Prinzipien “Erzeugung von Oberflächenhitze” und “Wärmeleitung”? –
Das Kolbenlöten ist grundsätzlich ein dreischrittiger Prozess, er umfasst das Vorwärmen des Lötpunktes, Aufheizen zur Bereitstellung des Lotes und Nachwärmen zum abschließenden Formen der Lötstelle. Dieser Ablauf ist für das Kolbenlöten und das Laserlöten identisch, jedoch unterscheidet sich die Methode des Aufheizens zur Bereitstellung des Lotes. Ein genaues Verständnis hiervon ist sehr wichtig.
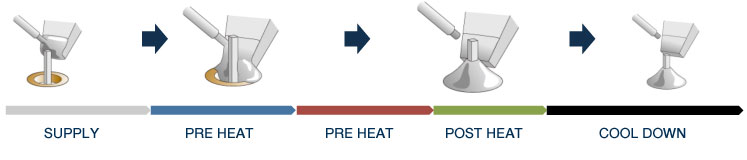
[Kolbenlötprozess]
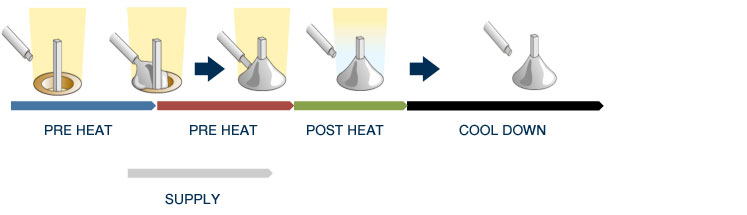
[Laserlötprozess]
Zwei Prinzipien der Wärmeanwendung
Kolbenlötprozess
- 1. Lötspitze wird auf 350°C / 662°F erwärmt.
- 2. Die Spitze wird auf die Lötstelle gesetzt und Wärme wird übertragen, bis die Schmelztemperatur erreicht ist. (Wärmeübertragung)
- 3. Lot wird zugeführt.
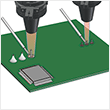
Laserlötprozess
- 1. Der Laser wird auf die Lötstelle gerichtet.
- 2. An der bestrahlten Stelle wird Wärme erzeugt (Oberflächen-Wärme-Erzeugung).
- 3. Die Wärme wird an die umgebende Fläche geleitet und bis zur Schmelztemperatur erhöht.
- 4. Lot wird zugeführt
Beim Kolbenlöten wird Wärme von der Lötspitze übertragen und beim Laserlöten wird von der bestrahlten Fläche selbst Wärme erzeugt. Beim Kolbenlöten ist die Temperatur der Lötspitze die Obergrenze, während beim Laserlöten die Temperatur immer weiter ansteigen würde, wenn der Laser dauerhaft auf dieselbe Stelle gerichtet wäre.Aus diesem Grund muss die Intensität des Lasers und die Einwirkzeit sorgfältig eingestellt werden.
– Warum ist die Temperatur von solcher Wichtigkeit? Grundprinzip des Laserlötens –
Die Beschaffenheit des Lotes verändert sich bei steigenden oder sinkenden Temperaturen. Eine optimale Festigkeit und Beständigkeit kann nur bei einer geeigneten Temperatur erreicht werden. Angemessen sind Löt-Temperaturen, bei welchen sich die innere Struktur des Lotes kaum vom unerhitztem Zustand unterscheidet. Wird dagegen eine zu hohe Temperatur verwendet, so verringert dies aufgrund von Veränderungen der Lotbeschaffenheit sowohl Festigkeit als auch Beständigkeit. Zudem weist Flussmittel bei verschiedenen Temperaturen ein unterschiedliches Fließverhalten auf. Wenn eine geeignete Temperatur verwendet wird, so fließt das Flussmittel zuerst auf die Lötstelle, um die umgebende Oxidschicht sowie Verschmutzungen zu entfernen, und verbessert so die Stoffschlüssigkeit. Eine zu hohe Temperatur hemmt dagegen die Flussmittelbewegung, sodass zuerst das Lot auf die Lötstelle trifft. Außerdem kann eine zu große Hitze die Leiterplatte schädigen und zahlreiche Probleme verursachen, etwa von außen nicht mehr wahrnehmbare Sprünge in der Leiterplatte.
– Das Unmögliche wird möglich durch Kenntnis der Prinzipien des Laserlötens –
Die wichtigste Vorbedingung des Laserlötens ist es, die Besonderheiten der Wärmeübertragung bei der Anwendung sorgfältig zu erwägen. Tatsächlich handelt es sich um ein etabliertes Verfahren, und je nach Nutzungsweise und Anwendungsbereich, kann es die Schwächen des Kolbenlötens ausgleichen und zuvor unmögliche Lötanwendungen beherrschbar machen.
Besondere Merkmale
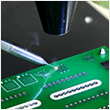
- 1. Durch das berührungslose Verfahren wird kein Druck auf die Leiterplatte ausgeübt
- 2. Effizientes Aufheizen und Lotzuführen ermöglicht hohe Stabilität der Lötautomation
- 3. Das Löten ist auch in den begrenzten Räumen hochverdichteter Leiterplatten möglich
- 4. Äußerst wartungsfreundlich
Die wichtigste Besonderheit des Laserlötens ist, dass es berührungslos verläuft. Es kommt zu keinerlei Kontakt, weder mit der Leiterplatte, noch mit dem Bauteil. Es gibt keine physische Belastung der Leiterplatte, sondern allein das Licht des Lasers und die Lötzufuhr. Die großen Vorteile des Lasers bestehen in der Fähigkeit , effektiv und punktgenau zu erhitzen, enge und für Lötspitzen unzugänglichen Bereiche bestrahlen zu können , sowie in der Handhabbarkeit engräumiger Baugruppen durch Anpassung des Einstrahlwinkels und andere Schritte. Zudem kann der Wartungsaufwand deutlich reduziert werden.

– Zukünftige Entwicklungen im Bereich des Laserlötens –
Japan Unix hat bereits frühzeitig ein Laser-Lötsystem mit Erfolg auf den Markt gebracht, ganz wie es uns auch beim Kolbenlöten gelang. Darüber hinaus haben wir mit einer Reihe von Experimenten, Untersuchungen und Testreihen die Verbindungsfestigkeit und -Dauerhaftigkeit erforscht. Unsere umfassende Erfahrung bei Einführungen neuer Systeme half uns, Anwendungstechniken für das Laserlöten zu etablieren. Wir garantieren, dass unsere Kunden diese Systeme mit Zufriedenheit in Betrieb nehmen werden.
Dennoch ist das Laserlöten durchaus kein bloßer Ersatz für das Kolbenlöten. Es ist wichtig, die jeweiligen Stärken beider Verfahren zu unterscheiden und sie auf die jeweilige Anwendung abzustimmen.
– Andere Verfahren entdecken –
-

KOLBEN
-

Ultraschall-Löten
Personen, die diese Seite besuchten, interessierten auch die folgenden Seiten.

Löt-Labore
Verschiedene Formen
Multi-φ Laser
Flash-Löten
Laserlöten

Fallstudie

Automation





































